
Why is re-chroming so expensive?
Why is re-chroming so expensive? This is a great question, and as an expert with over 35 years of chrome experience, Custom Plating Specialist, Inc. (CPS) sheds some light on this age-old question.
Owner of CPS, Terry Meetz comments “First, it’s important to understand that the process isn’t considered “dipping” like many people tend to think. This is a misconception in the chroming industry.” The CPS re-chroming process is a plating process where the parts are plated and not dipped. Here are three reasons why re-chroming can be expensive.
#1 – Overhead – chemicals, tanks, structure to house the tanks and equipment, electricity, labor, and more. With any business, there are expenses. As a consumer, it is important to understand the overhead involved in chroming. The plating process involves several different process tanks, each containing a very specific and different chemistry. The tanks are regulated daily by CPS experts to ensure that all chemicals maintain the proper operating levels. Electricity which is an integral part of this process is another expense that must be calculated into the cost of re-chroming.

Here are some parts getting the plating stripped off. It’s a combination of acid and water as well as electricity that dissolves the plating from the parts.
# 2- Re-chroming is not a quick process. At CPS, every part that is re-chromed must go through several steps in order to ensure that the final product is of the highest quality chrome. In the beginning of the process, parts are “racked up.” What this means is that the parts are affixed to a copper plating rack that will enter the strip tank. The power entering into the tank is reversed and the chemicals dissolve the plating. The parts are then sand-blasted to remove rust and other impurities. At this point the metal finishing process is started, sanding. We start with 150 grit, move to 320, and 500, and respectfully finish with 800 grit. Once the sanding is complete, the polished metal is buffed until it shines, but that isn’t where it stops.

This is a vent window frame that just had its chrome plating stripped off.
Our industry award winning triple plating process is next. The first coat of copper plating comes next after the parts are racked up. This time the part enters some cleaner tanks and an acid wash to make sure the bare metal is free from any dirt and buffing compound. The parts are suspended in the copper plating tank for about two hours and then are removed along with the racking. The copper-plated part is sanded with 800-grit sandpaper and then polished out with various buffing wheels until all scratches are gone and the part is as shiny as a brand-new penny. The part is then racked up again, this time it is nickel and chrome plated. After chrome plating, the piece is un-racked and then hand waxed. It also goes through an inspection process to look for any defects prior to being wrapped in a soft protective wrap and shipped out. At CPS, we don’t take shortcuts.

Here are some parts that metal finishing to sand out the pits and such. Notice the extra drilled holes. That is because some of the pits so too deep so we drill them all the way through and will weld them up after a coat of copper plating.
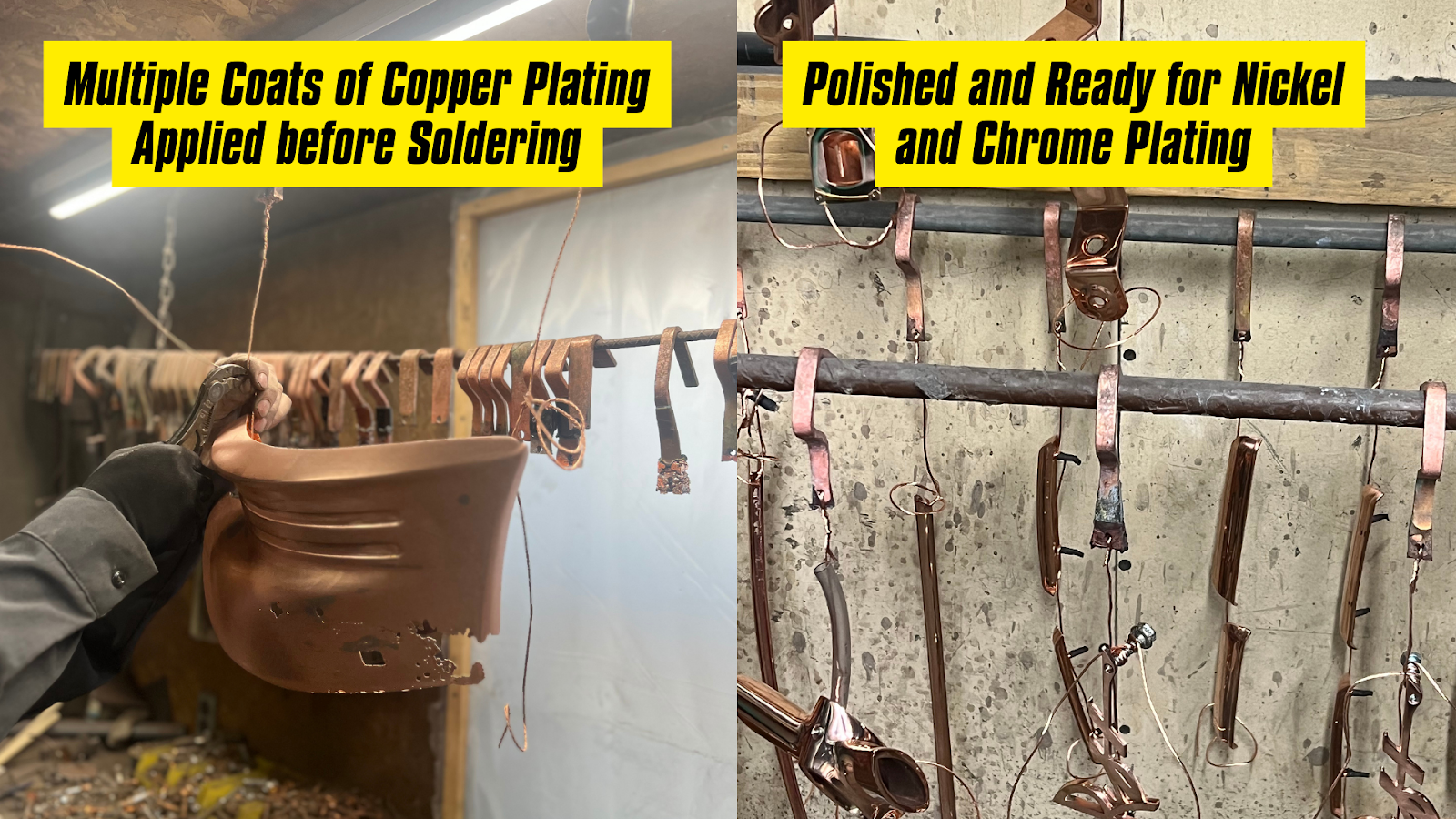
Left side: Copper plated part that gets multiple coats of copper plating before we attempt to solder up the rotted areas. This isn’t a standard way to fill ill holes, but the part is so bad and thin that we need to build some thickness first. Right side: These parts are now all polished and ready for nickel and chrome plating. These parts will be in the nickel tank for about 30 minutes before getting plated with the chrome.
#3 Unexpected Repairs are Common. Similar to a contractor remodeling a house. Sometimes there are challenges or surprises that are unexpected that add more time or costs to the project. In our world, many parts need repairs, which, by itself, is an art, and takes many years of experience to figure out ways of fixing broken or rotted-out parts.

Here is a 1946 Chevrolet grille that is rotted at the bottom. We will be welding this part up to fill in where the metal has rotted away.
Let’s recap. The top three reasons why re-chroming is expensive. 1) There is a high amount of overhead with chemicals, labor, electricity, and more to re-chroming. 2) The re-chroming process has several steps and requires hours for processing. You can’t cut corners in the chrome industry if you want to have award-winning chrome. 3) In many cases rotted car parts need to be repaired. This takes time and experience and is sometimes an unexpected expense.

Parts ready to be hand-waxed, wrapped in soft paper and then sent back to customer.
Custom Plating Specialist, Inc., located in Brillion, Wisconsin, has the experience and knowledge in producing triple-plated award-winning chrome. Next time you have a project that requires chroming, remember these reasons why re-chroming can be costly. It’s a specialty service that CPS has perfected over the years. Proven testimonials and repeated work time after time can confirm that the CPS process provides exceptional re-chroming services, hands down. To learn more about CPS visit the website https://customplatingspecialist.com/.
